Зажим из дерева своими руками. Б. Расчет эксцентриковых зажимов Эксцентриковый зажим расчет в excel
Эксцентриковый зажим является зажимным элементом усовершенствованных конструкции. Эксцентриковые зажимы (ЭЗМ) используются для непосредственного зажима заготовок и в сложных зажимных системах.
Ручные винтовые зажимы просты по конструкции, но имеют существенный недостаток - для закрепления детали рабочий должен выполнить большое количество вращательных движений ключом, что требует дополнительных затрат времени и усилий и в результате снижает производительность труда.
Приведенные соображения заставляют, там где это возможно, заменять ручные винтовые зажимы быстродействующими.
Наибольшее распространение получили и .
Хотя и отличается быстродействием, но не обеспечивает большой силы зажима детали, поэтому его применяют лишь при сравнительно небольших силах резания.
Преимущества:
- простота и компактность конструкции;
- широкое использование в конструкции стандартизованных деталей;
- удобство в наладке;
- способность к самоторможению;
- быстродействие (время срабатывания привода около 0.04 мин).
Недостатки:
- сосредоточенный характер сил, что не позволяет применять эксцентриковые механизмы для закрепления нежестких заготовок;
- силы закрепления круглыми эксцентриковыми кулачками нестабильны и существенно зависят от размеров заготовок;
- пониженная надежность в связи с интенсивным изнашиванием эксцентриковых кулачков.
Рис. 113. Эксцентриковый зажим: а - деталь не зажата; б - положение при зажатой детали
Конструкция эксцентрикового зажима
Круглый эксцентрик 1, представляющий собой диск со смещенным относительно его центра отверстием, показан на рис. 113, а. Эксцентрик свободно устанавливается на оси 2 и может вращаться вокруг нее. Расстояние е между центром С диска 1 и центром О оси называется эксцентриситетом.
К эксцентрику прикреплена рукоятка 3, поворотом которой осуществляется зажим детали в точке А (рис. 113, б). Из этого рисунка видно, что эксцентрик работает как криволинейный клин (см. заштрихованный участок). Во избежание отхода эксцентриков после зажима они должны быть самотормозящим и. Свойство самоторможения эксцентриков обеспечивается правильным выбором отношения диаметра D эксцентрика к его эксцентриситету е. Отношение D/e называется характеристикой эксцентрика.
При коэффициенте трения f = 0,1 (угол трения 5°43") характеристика эксцентрика должна быть D/e ≥ 20 ,а при коэффициенте трения f = 0,15 (угол трения 8°30")D/e ≥ 14.
Таким образом, все эксцентриковые зажимы, у которых диаметр D больше эксцентриситета е в 14 раз, обладают свойством самоторможения, т. е. обеспечивают надежный зажим.

Рисунок 5.5 - Схемы для расчета эксцентриковых кулачков: а – круглых, нестандартных; б- выполненных по спирали Архимеда.
В состав эксцентриковых зажимных механизмов входят эксцентриковые кулачки, опоры под них, цапфы, рукоятки и другие элементы. Различают три типа эксцентриковых кулачков: круглые с цилиндрической рабочей поверхностью; криволинейные, рабочие поверхности которых очерчены по спирали Архимеда (реже – по эвольвенте или логарифмической спирали); торцевые.
Круглые эксцентрики
Наибольшее распространение, из-за простоты изготовления, получили круглые эксцентрики.
Круглый эксцентрик (в соответствии с рисунком 5.5а) представляет собой диск или валик, поворачиваемый вокруг оси, смещенной относительно геометрической оси эксцентрика на величину А, называемой эксцентриситетом.
Криволинейные эксцентриковые кулачки (в соответствии с рисунком 5.5б) по сравнению с круглыми обеспечивают стабильную силу закрепления и больший (до 150°) угол поворота.
Материалы кулачков
Эксцентриковые кулачки изготавливают из стали 20Х с цементацией на глубину 0.8…1.2 мм и закалкой до твердости HRCэ 55-61.
Эксцентриковые кулачки различают следующих конструктивных исполнений: круглые эксцентриковые (ГОСТ 9061-68), эксцентриковые (ГОСТ 12189-66), эксцентриковые сдвоенные (ГОСТ 12190-66), эксцентриковые вильчатые (ГОСТ 12191-66), эксцентриковые двухопорные (ГОСТ 12468-67).
Практическое использование эксцентриковых механизмов в различных зажимных устройствах показано на рисунке 5.7

Рисунок 5.7 - Виды эксцентриковых зажимных механизмов
Расчет эксцентриковых зажимов
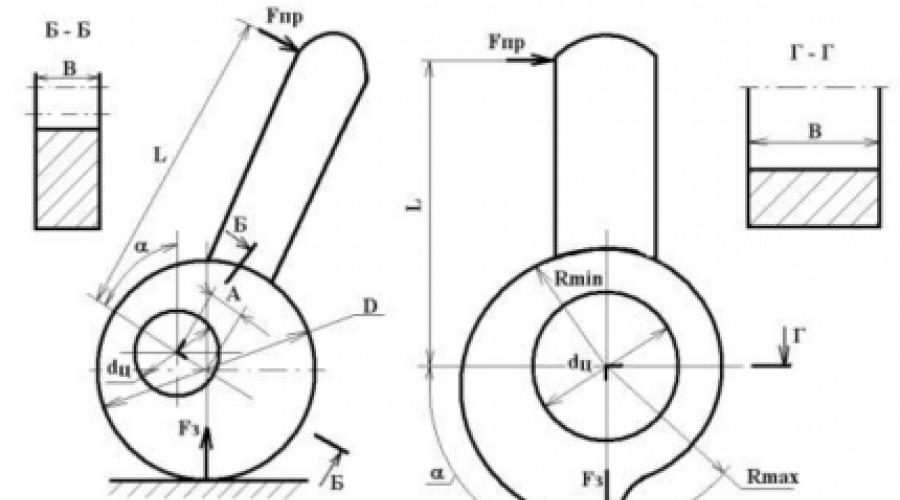
Исходными данными для определения геометрических параметров эксцентриков являются: допуск δ размера заготовки от ее установочной базы до места приложения зажимной силы; угол a поворота эксцентрика от нулевого (начального) положения; потребная сила FЗ зажима детали. Основными конструктивными параметрами эксцентриков являются: эксцентриситет А; диаметр dц и ширина b цапфы (оси) эксцентрика; наружный диаметр эксцентрика D; ширина рабочей части эксцентрика В.
Расчеты эксцентриковых зажимных механизмов выполняют в следующей последовательности:
Расчет зажимов со стандартным эксцентриковым круглым кулачком (ГОСТ 9061-68)
1. Определяют ход h к эксцентрикового кулачка, мм.:
Если угол поворота эксцентрикового кулачка не имеет ограничений (a ≤ 130°), то

где δ - допуск размера заготовки в направлении зажима, мм;
D гар = 0,2…0,4 мм – гарантированный зазор для удобной установки и снятия заготовки;
J = 9800…19600 кН/м – жёсткость эксцентрикового ЭЗМ;
D = 0,4...0,6 hк мм – запас хода, учитывающий износ и погрешности изготовления эксцентрикового кулачка.
Если угол поворота эксцентрикового кулачка ограничен (a ≤ 60°), то

2. Пользуясь таблицами 5.5 и 5.6 подбирают стандартный эксцентриковый кулачок. При этом должны соблюдаться условия: Fз ≤ F з max и h к ≤ h (размеры, материал, термическая обработка и другие технические условия по ГОСТ 9061-68. Проверять стандартный эксцентриковый кулачок на прочность нет необходимости.
Таблица 5.5 -Стандартный круглый эксцентриковый кулачок (ГОСТ 9061-68)
Обозначение | Наружный эксцентрикового кулачка, мм | Эксцентриситет, | Ход кулачка h, мм, не менее | |||
Угол поворота ограничен a≤60° | Угол поворота ограничен a≤130° |
|||||
Примечание: Для эксцентриковых кулачков 7013-0171…1013-0178 значения Fз мах и Ммах вычислены по параметру прочности, а для остальных – с учетом требований эргономики при предельной длине рукоятки L=320 мм. |
||||||
3. Определяют длину рукоятки эксцентрикового механизма, мм

Значения M max и P з max выбираются по таблице 5.5.
Таблица 5.6 - Кулачки эксцентриковые круглые (ГОСТ 9061-68). Размеры, мм


Рисунок - чертеж эксцентрикового кулачка
Эксцентриковый зажим своими руками
Видео подскажет как сделать самодельный эксцентриковый зажим, предназначенный для фиксации заготовки. Эксцентриковый прижим, изготовленный своими руками.
Зажимы эксцентриковые просты в изготовлении по этой причине нашли широкое применение в станочных приспособлениях. Применение эксцентриковых зажимов позволяет значительно сократить время на зажим заготовки но усилие зажима уступает резьбовым.
Эксцентриковые зажимы выполняются в сочетании с прихватами и без них.
Рассмотрим эксцентриковый зажим с прихватом.
Эксцентриковые зажимы не могут работать при значительных отклонениях допуска (±δ) заготовки. При больших отклонениях допуска зажим требует постоянной регулировки винтом 1.
Расчёт эксцентрика
М атериалом
применяемом для изготовления эксцентрика
являются У7А, У8Ас
термообработкой
до HR с 50....55ед,
сталь 20Х с цементацией на глубину 0,8...
1,2 С закалкой HR c
55...60ед.
атериалом
применяемом для изготовления эксцентрика
являются У7А, У8Ас
термообработкой
до HR с 50....55ед,
сталь 20Х с цементацией на глубину 0,8...
1,2 С закалкой HR c
55...60ед.
Рассмотрим схему эксцентрика. Линия KN делит эксцентрик на дв? симметричные половины состоящие как бы из 2 х клиньев, навернутых на «начальную окружность».
Ось вращения эксцентрика смещена относительно его геометрической оси на величину эксцентриситета «е».
Для зажима обычно используется участок Nm нижнего клина.
Рассматривая механизм как комбинированный состоящий из рычага L и клина с трением на двух поверхностях на оси и точки «m» (точка зажима), получим силовую зависимость для расчёта усилия зажима.

где Q - усилие зажима
Р - усилие на рукоятке
L - плечо рукоятки
r -расстояние от оси вращения эксцентрика до точки соприкосновения с
заготовкой
α - угол подъёма кривой
α 1 - угол трения между эксцентриком и заготовкой
α 2 - угол трения на оси эксцентрика
Во избежание отхода эксцентрика во время работы необходимо соблюдать условие самоторможение эксцентрика

Условие самоторможения эксцентрика. = 12Р
о чяжима с экспентоиком
г деα
-
угол
трения скольжения в точке касания
заготовки ø
-
коэффициент
трения
деα
-
угол
трения скольжения в точке касания
заготовки ø
-
коэффициент
трения
Для приближённых расчётов Q - 12Р Рассмотрим схему двухстороннего зажима с эксцентриком

Клиновые зажимы
Клиновые зажимные устройства нашли широкое применение в станочных приспособлениях. Основным элементом их является одно, двух и трёхскосые клинья. Использование таких элементов обусловлено простотой и компактностью конструкций, быстротой действия и надёжностью в работе, возможностью использования их в качестве зажимного элемента, действующего непосредственно на закрепляемую заготовку, так и качестве промежуточного звена, например, звена-усилителя в других зажимных устройствах. Обычно используются самотормозящиеся клинья. Условие самоторможения односкосого клина выражается зависимостью
α > 2 ρ
где α - угол клина
ρ - угол трения на поверхностях Г и Н контакта клина с сопрягаемыми деталями.

Самоторможение обеспечивается при угле α = 12°, однако для предотвращения того чтобы вибрации и колебания нагрузки в процессе использования зажима не ослабли крепления заготовки, часто применяют клинья с углом α <12°.
Вследствие того, что уменьшение угла приводит к усилению
самотормозящих свойств клина, необходимо при конструировании привода к клиновому механизму предусматривать устройства, облегчающие вывод клина из рабочего состояния, так как освободить нагруженный клин труднее, чем вывести его в рабочее состояние.

Этого можно достичь путём соединения штока приводного механизма с клином. При движении штока 1 влево он проходит путь «1» в холостую, а затем ударяясь в штифт 2, запрессованный в клин 3, выталкивает последний. При обратном ходе штока так же ударом в штифт заталкивает клин в рабочее положение. Это следует учитывать в случаях, когда клиновой механизм приводится в действие пневмо или гидроприводом. Тогда для обеспечения надёжности работы механизма следует создавать разное давление жидкости или сжатого воздуха с разных сторон поршня привода. Это различие при использовании пневмоприводов может быть достигнуто применением редукционного клапана в одной из трубок, подводящих воздух или жидкость к цилиндру. В случаях, когда самоторможение не требуется, целесообразно применять ролики на поверхностях контакта клина с сопряжёнными деталями приспособления, тем самым облегчается ввод клина в исходное положение. В этих случаях обязательно стопорение клина.

Рассмотрим схему действия сил в односкосом, наиболее часто применяемом в приспособлениях, клиновом механизме

Построим силовой многоугольник.

При передачи сил под прямым углом имеем следующую зависимость

Самоторможение имеет место при α<α 1 +α 2 Если α 1 =α 2 =α 3 =α зависимость более простая P = Qtg(α+2φ)
Цанговые зажимы
Цанговый зажимной механизм известен достаточно давно. Закрепление заготовок при помощи цанг оказался очень удобным при создании автоматизированных станков потому, что для закрепления заготовки требуется лишь одно поступательное движение зажимаемой цанги.
При работе цанговых механизмов должны выполняться следующие требования.
Силы закрепления должны обеспечиваться в соответствие с возникающими силами резания и не допускать перемещения заготовки или инструмента в процессе резания.
Процесс закрепления в общем цикле обработки является вспомогательным движением поэтому время срабатывание цангового зажима должно быть минимальным.
Размеры звеньев зажимного механизма должны определяться из условий их нормальной работы при закреплении заготовок как наибольшего так и наименьших размеров.
Погрешность базирования закрепляемых заготовок или инструмента должна быть минимальной.
Конструкция зажимного механизма должна обеспечивать наименьшие упругие отжатия в процессе обработки заготовок и обладать высокой виброустойчивостью.
Детали цангового зажимного и особенно зажимная цанга должны обладать высокой износоустойчивостью.
Конструкция зажимного устройства должна допускать его быструю смену и удобную регулировку.
Конструкция механизма должна предусматривать защиту цанг от попадания стружки.
Цанговые зажимные механизмы работают в широком диапазоне размеров. Практически минимальный допустимый размер для закрепления 0,5 мм. На многошпиндельных прутковых автоматах диаметры прутков, а
следовательно и отверстия цанг доходят до 100 мм. Цанги с большим диаметром отверстия применяются для закрепления тонкостенных труб, т.к. относительное равномерное закрепление по всей поверхности не вызывает больших деформаций труб.
Цанговый зажимной механизм позволяет производить закрепление заготовок различной формы поперечного сечения.
Стойкость цанговых зажимных механизмов колеблется в широких пределах и зависит от конструкции и правильности технологических процессов при изготовлении деталей механизма. Как правило раньше других их строя выходят зажимные цанги. При этом количество закреплений цангами колеблется от единицы (поломка цанги) до полумиллиона и более (износ губок). Работа цанги считается удовлетворительной, если она способна закрепить не менее 100000 заготовок.
Классификация цанг
Все цанги могут быть разбиты на три типа:
1. Цанги первого типа имеют «прямой» конус, вершина которого обращена от шпинделя станка.

Для закрепления необходимо создать силу втягивающую цангу в гайку, навинченную на шпиндель. Положительные качества этого типа цанг -они конструктивно достаточно просты и хорошо работают на сжатие (закалённая сталь имеет большое допустимое напряжение при сжатии чем при растяжении. Несмотря на это, цанги первого типа в настоящее время находят ограниченное применение из-за недостатков. Какие это недостатки:
а) осевая сила, действующая на цангу, стремится отпереть ее,
б) при подачи прутка возможно преждевременное запирание цанги,
в) при закреплении такой цангой возникает вредное воздействие на
г) наблюдается неудовлетворительное центрирование цанги в шпинделе, так как головка центрируется в гайке, положение которой на шпинделе не является стабильным из-за наличия резьбы.
Цанги второго типа имеют «обратный» конус, вершина которого обращена к шпинделю. Для закрепления необходимо создать силу, втягивающую цангу в коническое отверстие шпинделя станка.

Цангами этого типа обеспечивается хорошее центрирование закрепляемых заготовок, т. к. конус под цангу расположен непосредственно в шпинделе, во время подачи прутка до упора не может
возникнуть заклинивание, осевые рабочие силы не раскрывают цангу, а запирают её, увеличивая силу закрепления.
Вместе с тем ряд существенных недостатков снижает работоспособность цанг этого типа. Так многочисленных контактов с цангой коническое отверстие шпинделя сравнительно быстро изнашивается, резьба на цангах часто выходит из строя, не обеспечивая стабильного положения прутка по оси при закреплении - он уходит от упора. Тем не менее цанги второго типа получили широкое применение в станочных приспособлениях.
Цанги третьего типа имеют также обратный конус, но работают за счёт осевого перемещения втулки с коническим отверстием при этом сама цанга остаётся неподвижной.

Такая конструкция позволяет избежать большинства недостатков, присущих цангам первого и второго типа. Однако одним из существующих недостатков цанг этого типа является увеличение габаритных размеров всего зажимного узла по диаметру.
Для изготовления цанг средних и крупных размеров в основном используются стали марок 65Г, 12ХНЗА, У7А, У8А. Считается целесообразным использовать малоуглеродистые цементируемые стали. Опытные данные показывают, что цементируемые стали работают не хуже углеродистых. Наличие, например, никеля в цементируемой стали 12ХНЗА обеспечивает стойкость цанги на истирание, а цементация придает ей относительно хорошие пластические свойства. Тем не менее на большинстве заводов отдают предпочтение стали 65Г.
Р ассмотрим
какие усилия возникают при работе цанги
при отсутствииосевого
упора.
ассмотрим
какие усилия возникают при работе цанги
при отсутствииосевого
упора.
P = (Q+Q")tg( α + φ )


Q - усилие зажима поверхности загото вки рассчитывается по формуле
М - момент резания М = Р z V подставим значения момента резания
Где - V - расстояние от оси до точки приложения силы резания R - радиус заготовки на участки зажима.q - составляющая часть усилия сдвигающая заготовку вдоль оси.
ƒ - стрела прогиба. к - коэффициент запаса
Q 1 - усилие необходимое для сжатия всех липесков цанги до соприкосновения с заготовкой.
φ - угол трения между цангой и корпусом

где Е - модуль упругости.
1 - момент инерции сектора в заделе цанги.
f - стрела прогиба.
l- длина леписка цанги от места задела до середины конуса.
Вакуумные зажимные устройства
Вакуумные зажимные устройства работают по принципу непосредственной передачи атмосферного давления на закрепляемую заготовку.
Вакуумные устройства могут применяться для удержания заготовок из различных материалов с плоской или криволинейной поверхностью. Сила закрепления достаточна для выполнения операций отделки и чистовой обработки. Вакуумные устройства весьма эффективны для закрепления тонких пластин. Базовые поверхности заготовки могут быть как чисто обработанными, так и чёрными, но достаточно ровными без заметных на глаз впадин и выступов.
При наличии шлифованных поверхностей допускается установка заготовок без уплотнения. Открепление заготовок осуществляется сообщением полости из которой выкачен воздух с атмосферой.

Сила прижимающая заготовку рассчитывается по такой формуле
Q = F(l,033-P) кг.
где F - площадь в см 2 , границы которой берутся по линии уплотнения Р -вакуум создаваемый в полости приспособления отсасывающим устройством.
На практике применяется вакуум 0,1 0,15кг/см 2
Применения более глубокого вакуума обходится дорого, а усилие закрепления увеличивается незначительно.
Для равномерного многоточечного прижима заготовки к плите на установочной плоскости выполняют большое количество отверстий равномерно расположенных.

В этом случае закрепление проходит без местного выпучивания и коробления заготовки. Вакуум для индивидуальных установок создается:
а) центробежными насосами Р = 0,3 кг/см 2
б) поршневыми одноступенчатыми Р = 0,005 кг/см 2
двухступенчатыми Р = 0,01 кг/см 2
Простой в изготовлении, обладающий большим коэффициентом усиления, достаточно компактный эксцентриковый зажим, являющийся разновидностью кулачковых механизмов, обладает еще одним, несомненно, главным своим преимуществом...
...– мгновенным быстродействием. Если для того, чтобы «включить – выключить» винтовой зажим часто необходимо сделать минимум пару оборотов в одну сторону, а затем в другую, то при использовании эксцентрикового зажима достаточно повернуть рукоятку всего на четверть оборота. Конечно, по усилию зажима и величине рабочего хода превосходят эксцентриковые, но при постоянной толщине закрепляемых деталей в серийном производстве применение эксцентриков чрезвычайно удобно и эффективно. Широкое использование эксцентриковых зажимов, например, в стапелях для сборки и сварки малогабаритных металлоконструкций и элементов нестандартного оборудования существенно повышает производительность труда.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. Далее в статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры кулачков эксцентриковых круглых для станочных приспособлений стандартизованы в ГОСТ 9061-68*. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже изображена геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.

Показанное положение механизма характеризуется максимально возможным углом α , при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90˚ по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e . Этот зазор необходим для свободной установки и снятия детали.
Программа в MS Excel:
В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Значение коэффициента трения «деталь — эксцентрик» соответствует случаю «сталь по стали без смазки». Величина коэффициента трения «ось — эксцентрик» выбрана для варианта «сталь по стали со смазкой». Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.

Алгоритм:
9. φ 1 =arctg (f 1 )
10. φ 2 =arctg (f 2 )
11. α =arctg (2*e /D )
12. R =D/ (2*cos (α ))
13. A =s +R *cos (α )
14. e ≤ R *f 1 + (d /2) * f 2
Если условие выполняется – самоторможение обеспечивается.
15. F = P * L * cos (α )/(R * tg (α +φ 1 )+(d /2)* tg (φ 2 ))
1 6 . k = F /P
Заключение.
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s , когда зажать деталь окажется просто невозможно.
В статье умышленно ничего не упоминалось до сих пор о материалах, из которых можно изготовить кулачки. ГОСТ 9061-68 рекомендует для повышения долговечности использовать износостойкую поверхностно-цементированную сталь 20Х. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей. Представленный выше расчет в Excel позволяет определять параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.
Если статья оказалась Вам полезной, а расчет нужным, Вы можете оказать поддержку развитию блога, сделав перевод небольшой суммы на любой (в зависимости от валюты) из указанных кошельков WebMoney: R377458087550, E254476446136, Z246356405801.
Уважающих труд автора прошу скачивать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!
Простые в изготовлении, обладающие большим коэффициентом усиления, достаточно компактные эксцентриковые зажимы, являясь разновидностью кулачковых механизмов, обладают еще одним, несомненно, главным своим преимуществом – быстродействием.
Рабочую поверхность кулачка чаще всего выполняют в виде цилиндра с окружностью или спиралью Архимеда в основании. В данной статье речь пойдет о более распространенном и более технологичном в изготовлении круглом эксцентриковом зажиме.
Размеры стандартизованных кулачков эксцентриковых круглых для станочных приспособлений приведены в ГОСТ 9061-68. Эксцентриситет круглых кулачков в этом документе задан равным 1/20 от наружного диаметра для обеспечения условия самоторможения во всем рабочем диапазоне углов поворота при коэффициенте трения 0,1 и более.
На рисунке ниже показана расчетная геометрическая схема механизма зажима. К опорной поверхности прижимается фиксируемая деталь в результате поворота за рукоятку эксцентрика против часовой стрелки вокруг жестко закрепленной относительно опоры оси.
Показанное положение механизма характеризуется максимально возможным углом α , при этом прямая, проходящая через ось вращения и центр окружности эксцентрика перпендикулярна прямой, проведенной через точку контакта детали с кулачком и точку центра наружной окружности.
Если повернуть кулачок на 90° по часовой стрелке относительно изображенного на схеме положения, то между деталью и рабочей поверхностью эксцентрика образуется зазор равный по величине эксцентриситету e . Этот зазор необходим для свободной установки и снятия детали.
РАСЧЕТНЫЕ ФОРМУЛЫ
Находим угол трения (°) "деталь - эксцентрик":
φ 1 = arctg (f 1) ,
где,
f 1
- коэффициент трения "деталь - эксцентрик";
0,15 - значение коэффициента трения «деталь - эксцентрик» соответствующее случаю «сталь по стали без смазки».
Находим угол трения (°) "ось - эксцентрик":
φ 2 = arctg (f 2) ,
где,
f 2
- коэффициент трения "ось - эксцентрик";
0,12 - значение коэффициента трения «ось - эксцентрик» соответствующее случаю «сталь по стали со смазкой».
Уменьшение трения в обоих местах повышает силовую эффективность механизма, но уменьшение трения в области контакта детали и кулачка ведет к исчезновению самоторможения.
Находим максимальный угол (°) кругового клина:
α = arctg (2 · e / D) ,
где,
e
- эксцентриситет кулачка, мм;
для обеспечения самоторможения на
стальных поверхностях желательно выполнять условие: D/e>15.
В ГОСТ 9061-68: D/e=20.
D
- диаметр эксцентрика, мм.
Тогда радиус-вектор (мм) точки контакта будет равен:
R = D / (2 · cos (α)) ,
А расстояние от оси эксцентрика до опоры (мм) соответственно будет:
А = s + R · cos(α) ,
где,
s
- толщина зажимаемой детали, мм.
Условием самоторможения является выполнение соотношения:
e ≤ R · f 1 + d/2 · f 2 ,
Если условие выполняется – самоторможение обеспечивается.
Усилие зажима (Н) можно найти по формуле:
F = P · L · cos (α) / (R · tg (α + φ 1) + d/2 · tg (φ 2)) ,
где,
P
- усилие на рукоятке, Н;
L
- длина рукоятки, мм.
Коэффициент передачи силы равен:
k = F / P
Выбранное для расчетов и изображенное на схеме положение эксцентрикового зажима является самым «невыгодным» с точки зрения самоторможения и выигрыша в силе. Но выбор такой не случаен. Если в таком рабочем положении рассчитанные силовые и геометрические параметры удовлетворяют разработчика, то в любых иных положениях эксцентриковый зажим будет обладать еще большим коэффициентом передачи силы и лучшими условиями самоторможения.
Уход при проектировании от рассмотренного положения в сторону уменьшения размера A при сохранении без изменений прочих размеров приведет к уменьшению зазора для установки детали.
Увеличение размера A может создать ситуацию при износе в процессе эксплуатации эксцентрика и значительных колебаниях толщины s , когда зажать деталь окажется просто невозможно.
Материалом для изготовления кулачка ГОСТ 9061-68 рекомендует использовать износостойкую поверхностно-цементированную сталь 20Х с поверхностной твердостью 56...61 HRC на глубине 0,8...1,2 мм. Но на практике эксцентриковый зажим выполняют из самых разнообразных материалов в зависимости от назначения, условий эксплуатации и располагаемых технологических возможностей.
Используя небольшую таблицу в MS Excel , созданную на основе этих формул, можно научиться быстро и просто определять главные параметры зажимов для кулачков из любых материалов, только нужно не забывать изменять в исходных данных значения коэффициентов трения.

В примере, показанном на скриншоте, по заданным размерам эксцентрика и силе, приложенной к рукоятке, определяется монтажный размер от оси вращения кулачка до опорной поверхности с учетом толщины детали, проверяется условие самоторможения, вычисляются усилие зажима и коэффициент передачи силы.
Данный файл с расчетом можно найти на сайте www.al-vo.ru.
Похожие документы:
ГОСТ 12189-66 - Приспособления станочные. Кулачки эксцентриковые. Конструкция;
ГОСТ 12190-66 - Приспособления станочные. Кулачки эксцентриковые сдвоенные. Конструкция;
ГОСТ 12191-66 - Приспособления станочные. Колодки эксцентриковые вильчатые. Конструкция;
ГОСТ 12468-67 - Эксцентрики двухопорные. Конструкция.

При больших программах выпуска изделий широко применяют быстродействующие зажимы. Одним из видов таких ручных зажимов являются эксцентриковые, в которых поворотом эксцентриков создаются усилия зажима.
Значительные усилия при малой площади касания рабочей поверхности эксцентрика могут вызвать повреждение поверхности детали. Поэтому обычно эксцентрик действует на деталь через подкладку, толкатели, рычаги или тяги.
Зажимные эксцентрики могут быть с различным профилем рабочей поверхности: в виде окружности (круглые эксцентрики) и со спиральным профилем (в виде логарифмической или архимедовой спирали).
Круглый эксцентрик представляет собой цилиндр (валик или кулачок), ось которого расположена эксцентрично по отношению к оси вращения (фиг. 176, а, бив). Такие эксцентрики наиболее просты в изготовлении. Для поворота эксцентрика служит рукоятка. Эксцентриковые зажимы выполняют часто в виде кривошипных валиков с одной или двумя опорами.
Эксцентриковые зажимы всегда ручные, поэтому основным условием правильной работы их является сохранение углового положения эксцентрика после его поворота для зажатия - «самоторможение эксцентрика». Это свойство эксцентрика определяется отношением диаметра О цилиндрической рабочей поверхности к эксцентриситету е. Это отношение называется характеристикой эксцентрика. При определенном отношении – условие самоторможения эксцентрика выполняется.
Обычно диаметром Б круглого эксцентрика задаются из конструктивных соображений, а эксцентриситет е рассчитывают исходя из условий самоторможения.
Линия симметрии эксцентрика делит его на две части. Можно представить себе два клина, одним из которых при повороте эксцентрика закрепляется деталь. Положение эксцентрика при его контакте с поверхностью детали минимального размера.
Обычно положение участка профиля эксцентрика, который участвует в работе, выбирают так. чтобы при горизонтальном положении линий 0\02 эксцентрик касался бы точкой с2 зажимаемой летали средних размеров. При зажиме деталей с максимальными и минимальными размерами детали будут касаться соответственно точек сI и с3 эксцентрика, симметрично расположенных относительно точки с2. Тогда активным профилем эксцентрика будет дуга С1С3. При этом часть эксцентрика, ограниченную на фигуре штриховой линией, можно удалить (при этом ручку надо переставить в другое место).
Угол а между зажимаемой поверхностью и нормалью к радиусу вращения называют углом подъема. Он различен при разных угловых положениях эксцентрика. Из развертки видно, что при касании детали и эксцентрика точками а и Б угол а равен нулю. Его величина наибольшая при касании эксцентрика точкой с2. При малых углах клиньев возможно заедание, при больших - самопроизвольное ослабление. Поэтому зажим при касании с деталью точек эксцентрика а и б нежелателен. Для спокойного и надежного закрепления детали необходимо, чтобы эксцентрик соприкасался на участке С\С3 с деталью, когда угол а не бывает равен нулю и не может колебаться в широких пределах.